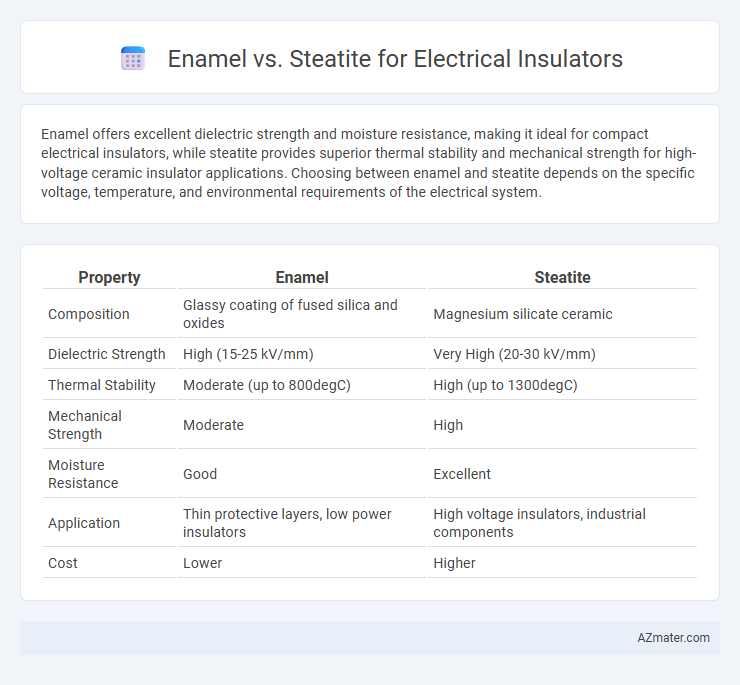
Enamel offers excellent dielectric strength and moisture resistance, making it ideal for compact electrical insulators, while steatite provides superior thermal stability and mechanical strength for high-voltage ceramic insulator applications. Choosing between enamel and steatite depends on the specific voltage, temperature, and environmental requirements of the electrical system.
Table of Comparison
| Property | Enamel | Steatite |
|---|---|---|
| Composition | Glassy coating of fused silica and oxides | Magnesium silicate ceramic |
| Dielectric Strength | High (15-25 kV/mm) | Very High (20-30 kV/mm) |
| Thermal Stability | Moderate (up to 800degC) | High (up to 1300degC) |
| Mechanical Strength | Moderate | High |
| Moisture Resistance | Good | Excellent |
| Application | Thin protective layers, low power insulators | High voltage insulators, industrial components |
| Cost | Lower | Higher |
Introduction to Electrical Insulators
Electrical insulators are essential materials that prevent the flow of electric current, ensuring safety and functionality in electrical systems. Enamel coatings provide a thin, durable insulating layer with excellent thermal and chemical resistance, widely used in wire insulation and electronic components. Steatite, a ceramic insulator composed mainly of magnesium silicate, offers high mechanical strength, excellent electrical resistance, and thermal stability, making it ideal for high-voltage and harsh environment applications.
Overview of Enamel and Steatite Materials
Enamel is a durable glassy coating applied to metal or ceramic substrates, providing excellent electrical insulation and resistance to moisture and chemicals. Steatite, a dense ceramic material composed primarily of magnesium silicate, offers high mechanical strength, thermal stability, and electrical insulation properties at elevated temperatures. Both materials are widely used in electrical insulators, with enamel favored for thin, protective coatings and steatite preferred for robust, high-performance insulator components.
Key Properties of Enamel Insulators
Enamel insulators exhibit excellent dielectric strength, high resistance to moisture, and superior thermal stability, making them ideal for high-voltage electrical applications. Their smooth, glass-like surface reduces surface leakage currents and enhances longevity under harsh environmental conditions. Comparatively, enamel insulators offer better mechanical robustness and corrosion resistance than steatite insulators, which are primarily ceramic-based with lower thermal shock resistance.
Key Properties of Steatite Insulators
Steatite insulators exhibit exceptional dielectric strength, thermal stability up to 1200degC, and excellent mechanical resistance, making them ideal for high-voltage electrical applications. Their low porosity and high density provide superior insulation performance and resistance to moisture absorption compared to enamel insulators. Steatite's chemical inertness ensures durability in harsh environments, enhancing reliability in transmission and distribution systems.
Electrical Performance: Enamel vs Steatite
Enamel offers superior electrical insulation due to its high dielectric strength and resistance to moisture, making it ideal for thin coatings on wires and electrical components. Steatite, a ceramic material, provides excellent electrical insulation with high thermal stability and mechanical strength, suitable for high-voltage applications and heavy-duty electrical insulators. While enamel excels in compact, precision insulation tasks, steatite is preferred for robustness and durability in harsh electrical environments.
Thermal Resistance Comparison
Enamel coatings provide electrical insulation with moderate thermal resistance, suitable for temperatures generally up to 200degC, making them ideal for applications with limited heat exposure. Steatite, a ceramic material composed primarily of magnesium silicate, offers superior thermal resistance, withstanding temperatures exceeding 1000degC, which significantly enhances its performance in high-temperature electrical insulation scenarios. This difference in thermal endurance makes steatite the preferred choice for insulating components in environments subjected to intense heat or thermal cycling.
Mechanical Strength and Durability
Enamel coatings provide moderate mechanical strength and resistance to wear, making them suitable for applications where flexibility and electrical insulation are necessary but heavy mechanical stress is limited. Steatite, a ceramic material composed mainly of magnesium silicate, offers exceptional mechanical strength and superior durability, excelling in high-stress and high-temperature environments commonly found in electrical insulators. The choice between enamel and steatite depends on the specific demands of mechanical load and environmental exposure, with steatite favored for durability and robustness in industrial electrical insulation.
Application Suitability in Different Industries
Enamel-coated insulators offer excellent resistance to moisture and corrosion, making them ideal for applications in automotive ignition systems and electronics where high dielectric strength and durability are essential. Steatite insulators, composed primarily of magnesium silicate ceramic, excel in high-voltage and high-temperature industrial environments such as power transformers and heavy electrical equipment due to their superior thermal stability and electrical insulation properties. Both materials are selected based on industry-specific requirements, balancing factors like mechanical strength, temperature tolerance, and environmental exposure.
Cost Analysis and Availability
Steatite insulators typically offer a lower cost compared to enamel-coated options due to simpler manufacturing processes and abundant raw materials, making them economically preferable for large-scale or budget-sensitive projects. Enamel insulators, while generally more expensive, provide superior durability and resistance to environmental factors, which can reduce long-term maintenance costs but may limit immediate availability in some regions. The availability of steatite is widespread, supported by mature supply chains, whereas enamel-coated insulators depend on specialized production facilities that may impact lead times and procurement costs.
Conclusion: Choosing the Right Insulator
Enamel offers excellent dielectric strength and moisture resistance, making it suitable for high-frequency and compact electrical applications. Steatite provides superior thermal stability and mechanical strength, ideal for high-temperature environments and heavy-duty insulators. Selecting the right insulator depends on the operational conditions, with enamel favored for lightweight, precision devices and steatite preferred in robust, high-heat applications.
Infographic: Enamel vs Steatite for Electrical Insulator