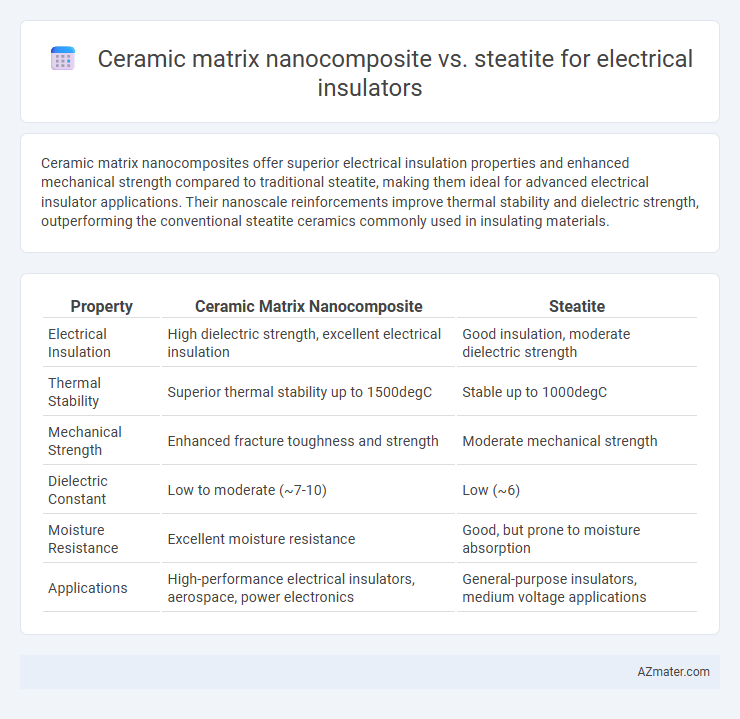
Ceramic matrix nanocomposites offer superior electrical insulation properties and enhanced mechanical strength compared to traditional steatite, making them ideal for advanced electrical insulator applications. Their nanoscale reinforcements improve thermal stability and dielectric strength, outperforming the conventional steatite ceramics commonly used in insulating materials.
Table of Comparison
| Property | Ceramic Matrix Nanocomposite | Steatite |
|---|---|---|
| Electrical Insulation | High dielectric strength, excellent electrical insulation | Good insulation, moderate dielectric strength |
| Thermal Stability | Superior thermal stability up to 1500degC | Stable up to 1000degC |
| Mechanical Strength | Enhanced fracture toughness and strength | Moderate mechanical strength |
| Dielectric Constant | Low to moderate (~7-10) | Low (~6) |
| Moisture Resistance | Excellent moisture resistance | Good, but prone to moisture absorption |
| Applications | High-performance electrical insulators, aerospace, power electronics | General-purpose insulators, medium voltage applications |
Introduction to Electrical Insulators
Ceramic matrix nanocomposites (CMNCs) offer superior electrical insulation properties and enhanced thermal stability compared to traditional materials like steatite, making them ideal for high-performance electrical insulators. Steatite, a magnesium silicate ceramic, is widely used due to its excellent dielectric strength and mechanical robustness, but it generally exhibits lower thermal conductivity and weaker mechanical properties than CMNCs. Advances in CMNC technology enable improved dielectric breakdown resistance and higher operating temperature thresholds, positioning them as next-generation materials for demanding electrical insulation applications.
Overview of Ceramic Matrix Nanocomposites
Ceramic matrix nanocomposites (CMNCs) exhibit superior electrical insulation properties compared to traditional steatite, due to their enhanced dielectric strength and thermal stability. CMNCs incorporate nanoscale reinforcements such as carbon nanotubes or silicon carbide nanoparticles within a ceramic matrix, which significantly improve mechanical robustness and reduce dielectric loss. These advanced materials provide better performance in high-voltage applications by combining excellent insulation with increased fracture toughness and resistance to thermal shock.
Key Properties of Steatite as an Insulator
Steatite offers excellent electrical insulation due to its high dielectric strength and low dielectric loss, making it suitable for high-voltage applications. Its exceptional thermal stability and low thermal expansion ensure performance stability under varying temperature conditions. The material's inherent mechanical robustness and resistance to moisture absorption contribute to long-term durability in electrical insulator components.
Mechanical Strength Comparison
Ceramic matrix nanocomposites exhibit significantly higher mechanical strength compared to steatite, due to the incorporation of nanoscale reinforcements that enhance fracture toughness and flexural strength. Steatite, primarily composed of magnesium silicate, offers good electrical insulation but suffers from brittleness and lower load-bearing capacity under mechanical stress. The superior mechanical properties of ceramic matrix nanocomposites make them more suitable for demanding electrical insulation applications requiring enhanced durability and resistance to mechanical deformation.
Electrical Performance: Nanocomposites vs Steatite
Ceramic matrix nanocomposites exhibit superior electrical insulation properties compared to traditional steatite, offering higher dielectric strength and lower dielectric loss at elevated frequencies. The incorporation of nanoscale fillers in ceramic matrices enhances breakdown voltage and reduces leakage currents, optimizing performance in high-voltage applications. Steatite, while cost-effective and mechanically robust, generally shows inferior electrical resistivity and higher susceptibility to moisture-induced conductivity changes relative to advanced nanocomposite insulators.
Thermal Stability and Resistance
Ceramic matrix nanocomposites exhibit superior thermal stability and electrical resistance compared to steatite, maintaining performance at temperatures exceeding 1000degC while steatite typically degrades above 900degC. The enhanced thermal conductivity and mechanical strength of ceramic matrix nanocomposites reduce thermal stress and improve insulation reliability under high-temperature conditions. Steatite, composed mainly of magnesium silicate, offers good dielectric strength but lower resistance to thermal shock and chemical degradation, limiting its application in extreme environments.
Durability and Longevity
Ceramic matrix nanocomposites exhibit superior durability and longevity compared to steatite in electrical insulators due to their enhanced mechanical strength and resistance to thermal shock. The incorporation of nanoparticles in ceramic matrices significantly improves fracture toughness and wear resistance, which extends the operational lifespan under high electrical and thermal stresses. Steatite, while cost-effective and possessing good electrical insulation properties, typically demonstrates lower mechanical robustness and shorter service life in harsh environments.
Cost-Effectiveness and Manufacturing
Ceramic matrix nanocomposites (CMNCs) offer superior electrical insulation and mechanical strength compared to traditional steatite but incur higher production costs due to complex fabrication processes involving nano-scale reinforcements. Steatite, a magnesium silicate-based ceramic, remains cost-effective with simpler manufacturing methods, making it widely used in bulk electrical insulator applications despite lower performance metrics. Optimization of CMNC processing techniques could reduce expenses, yet steatite's established supply chain and ease of manufacturing maintain its dominance in cost-sensitive, large-scale insulator production.
Typical Applications in Electrical Engineering
Ceramic matrix nanocomposites (CMNCs) exhibit superior mechanical strength, thermal stability, and dielectric properties, making them ideal for high-voltage insulators and advanced electronic packaging in electrical engineering. Steatite, primarily composed of magnesium silicate, is widely used for traditional electrical insulators, such as bushings, spark plugs, and high-frequency components due to its excellent dielectric strength and low dielectric loss. CMNCs are preferred in cutting-edge applications requiring enhanced reliability and miniaturization, whereas steatite remains standard for cost-effective, conventional insulator solutions.
Future Trends and Research Directions
Ceramic matrix nanocomposites (CMNCs) exhibit superior dielectric strength, thermal stability, and mechanical robustness compared to traditional steatite materials, positioning them as promising candidates for next-generation electrical insulators. Future research is focused on enhancing interface engineering at the nanoscale to improve charge trapping and minimize dielectric losses, integrating novel nanofillers like graphene or carbon nanotubes to optimize electrical and thermal conductivity. Advances in additive manufacturing and in situ characterization techniques are expected to accelerate the development of tailored CMNCs with customizable permittivity and reliability for high-voltage and miniaturized electronic applications.
Infographic: Ceramic matrix nanocomposite vs Steatite for Electrical insulator