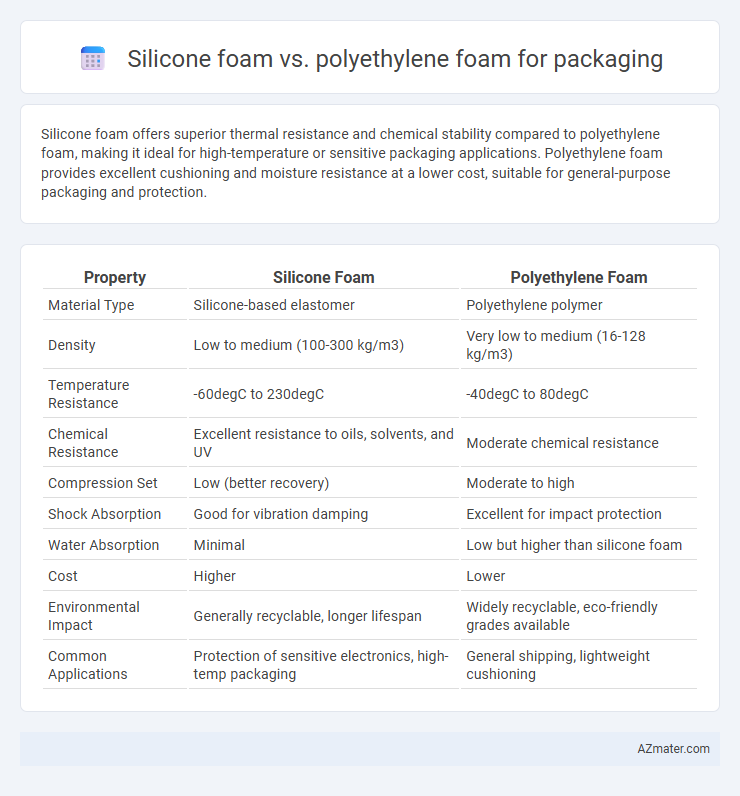
Silicone foam offers superior thermal resistance and chemical stability compared to polyethylene foam, making it ideal for high-temperature or sensitive packaging applications. Polyethylene foam provides excellent cushioning and moisture resistance at a lower cost, suitable for general-purpose packaging and protection.
Table of Comparison
| Property | Silicone Foam | Polyethylene Foam |
|---|---|---|
| Material Type | Silicone-based elastomer | Polyethylene polymer |
| Density | Low to medium (100-300 kg/m3) | Very low to medium (16-128 kg/m3) |
| Temperature Resistance | -60degC to 230degC | -40degC to 80degC |
| Chemical Resistance | Excellent resistance to oils, solvents, and UV | Moderate chemical resistance |
| Compression Set | Low (better recovery) | Moderate to high |
| Shock Absorption | Good for vibration damping | Excellent for impact protection |
| Water Absorption | Minimal | Low but higher than silicone foam |
| Cost | Higher | Lower |
| Environmental Impact | Generally recyclable, longer lifespan | Widely recyclable, eco-friendly grades available |
| Common Applications | Protection of sensitive electronics, high-temp packaging | General shipping, lightweight cushioning |
Introduction to Silicone Foam and Polyethylene Foam
Silicone foam is a flexible, heat-resistant material known for its excellent cushioning and insulation properties, commonly used in high-performance packaging applications requiring temperature stability and chemical resistance. Polyethylene foam, a lightweight, closed-cell material, offers superior shock absorption and moisture resistance, making it ideal for protecting delicate items during shipping and handling. Both foams serve critical roles in packaging, with silicone foam favored for harsh environments and polyethylene foam preferred for economical, general-purpose cushioning.
Chemical Composition and Structure
Silicone foam consists of a flexible polysiloxane backbone with silicon-oxygen bonds, providing excellent thermal stability and chemical resistance ideal for protective packaging. Polyethylene foam is composed of long-chain hydrocarbons with a branched polyethylene structure, offering lightweight cushioning and moisture resistance but less chemical durability. The open or closed-cell configuration in silicone foam enhances shock absorption, while polyethylene foam's cellular structure prioritizes impact protection and cost efficiency.
Key Physical Properties Comparison
Silicone foam offers superior temperature resistance ranging from -100degC to 315degC compared to polyethylene foam's typical range of -40degC to 80degC, making it ideal for high-heat packaging applications. Its high resilience and excellent compression set values ensure long-lasting cushioning without permanent deformation, whereas polyethylene foam provides moderate durability with lower compression recovery. The closed-cell structure of polyethylene foam delivers better moisture resistance and buoyancy, while silicone foam excels in chemical inertness and electrical insulation, crucial for sensitive electronic packaging.
Protective Performance in Packaging
Silicone foam offers superior protective performance in packaging due to its excellent shock absorption, high resilience, and resistance to extreme temperatures, which ensures delicate items remain secure during transit. Polyethylene foam provides good cushioning and moisture resistance but lacks the thermal stability and durability of silicone foam, making it less effective for sensitive or temperature-sensitive products. The choice between silicone and polyethylene foam hinges on the level of protection required, with silicone foam preferred for high-end electronics and fragile instruments demanding enhanced impact protection.
Durability and Longevity
Silicone foam offers superior durability and longevity compared to polyethylene foam, maintaining its structural integrity and cushioning properties under extreme temperatures and prolonged use. Polyethylene foam, while cost-effective and lightweight, tends to degrade faster when exposed to UV light and harsh environmental conditions. For packaging applications requiring long-term protection and resistance to wear, silicone foam is the preferred choice due to its enhanced resilience and stability over time.
Moisture and Chemical Resistance
Silicone foam offers superior moisture resistance compared to polyethylene foam, making it ideal for packaging sensitive electronics or medical devices where humidity control is critical. Its chemical resistance extends to oils, solvents, and harsh cleaning agents, providing enhanced protection against chemical corrosion or degradation during storage and transportation. Polyethylene foam, while cost-effective and lightweight, generally has lower resistance to moisture and chemicals, limiting its use in environments with high exposure to such elements.
Customization and Versatility
Silicone foam offers superior customization capabilities with its ability to be fabricated in various densities, colors, and shapes, making it ideal for protecting delicate electronics and medical devices. Polyethylene foam provides excellent versatility due to its lightweight, resilient structure and wide range of thickness options, suitable for cushioning heavier items and bulk packaging. Both materials can be tailored for specific thermal, chemical, and mechanical properties, but silicone foam excels in high-temperature and chemical resistance customization.
Environmental Impact and Recyclability
Silicone foam offers superior heat resistance and durability compared to polyethylene foam, but its environmental impact is higher due to more complex chemical synthesis and limited recycling facilities. Polyethylene foam is widely recyclable and has less environmental burden, being made from a simpler polymer that can be processed through established recycling streams. Choosing polyethylene foam can reduce carbon footprint and waste accumulation, making it a more sustainable option for packaging applications.
Cost Considerations for Packaging Applications
Silicone foam generally incurs higher costs compared to polyethylene foam due to its superior thermal stability, chemical resistance, and durability, making it ideal for premium packaging applications requiring protection against extreme conditions. Polyethylene foam offers a more economical solution with excellent cushioning properties, lightweight nature, and moisture resistance, widely used for standard packaging needs and high-volume shipments. Cost considerations hinge on application requirements, where budget constraints favor polyethylene foam, while specialized packaging benefits justify the premium investment in silicone foam.
Choosing the Right Foam for Your Packaging Needs
Silicone foam offers superior heat resistance, flexibility, and cushioning, making it ideal for delicate or high-temperature packaging applications, while polyethylene foam provides excellent impact absorption, moisture resistance, and cost-effectiveness for general-purpose packaging. Consider the specific requirements of your product, such as temperature exposure, weight, and fragility, to determine which foam material optimally protects your items. Evaluating factors like durability, compressibility, and environmental resistance ensures the best foam choice for effective and safe packaging solutions.
Infographic: Silicone foam vs Polyethylene foam for Packaging