Polyamide offers excellent mechanical strength and chemical resistance for electrical components, while Polyphenylene oxide provides superior dimensional stability and high-temperature resistance. Choosing Polyphenylene oxide enhances insulation performance and thermal endurance in demanding electrical applications.
Table of Comparison
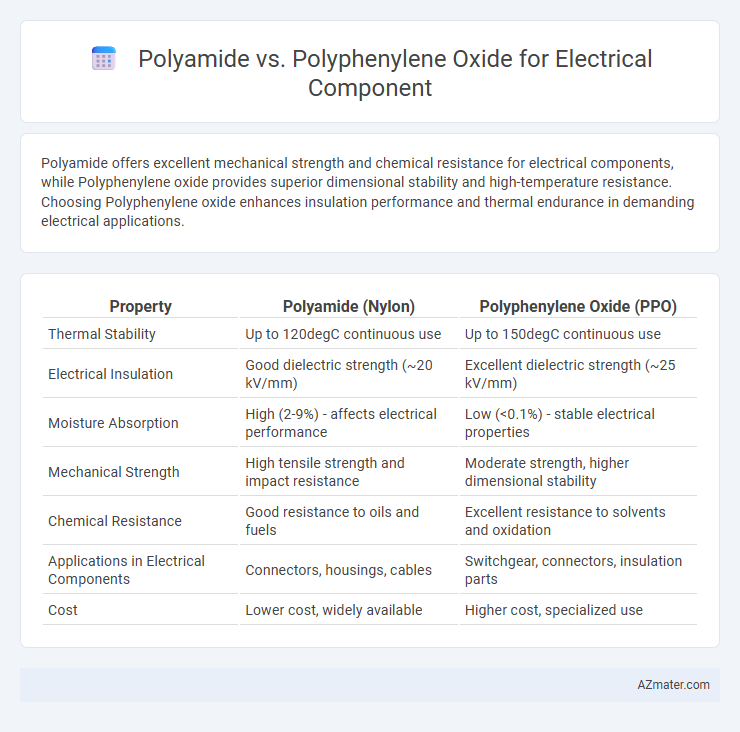
| Property | Polyamide (Nylon) | Polyphenylene Oxide (PPO) |
|---|---|---|
| Thermal Stability | Up to 120degC continuous use | Up to 150degC continuous use |
| Electrical Insulation | Good dielectric strength (~20 kV/mm) | Excellent dielectric strength (~25 kV/mm) |
| Moisture Absorption | High (2-9%) - affects electrical performance | Low (<0.1%) - stable electrical properties |
| Mechanical Strength | High tensile strength and impact resistance | Moderate strength, higher dimensional stability |
| Chemical Resistance | Good resistance to oils and fuels | Excellent resistance to solvents and oxidation |
| Applications in Electrical Components | Connectors, housings, cables | Switchgear, connectors, insulation parts |
| Cost | Lower cost, widely available | Higher cost, specialized use |
Introduction to Polyamide and Polyphenylene Oxide
Polyamide, commonly known as nylon, is a versatile engineering polymer valued for its excellent mechanical strength, thermal resistance, and electrical insulation properties, making it suitable for various electrical components. Polyphenylene oxide (PPO) is a high-performance thermoplastic known for its superior dimensional stability, dielectric properties, and resistance to heat and moisture, often used in high-temperature electrical applications. Both polymers are essential in electrical manufacturing, with polyamide favored for durability and flexibility, while PPO excels in environments requiring enhanced electrical performance and stability.
Chemical Structure and Properties
Polyamide, characterized by amide linkages (-CONH-) in its molecular structure, offers excellent mechanical strength, thermal resistance up to 120degC, and good electrical insulation, making it suitable for electrical components subjected to moderate heat. Polyphenylene oxide (PPO), with a backbone of aromatic rings connected by ether linkages (-O-), presents superior dimensional stability, higher glass transition temperatures around 210degC, and excellent dielectric properties, ideal for high-performance electrical applications. The rigid aromatic structure of PPO contributes to enhanced thermal stability and electrical resistance compared to the more flexible polyamide chains, influencing material selection based on operating conditions and insulation requirements.
Mechanical Strength Comparison
Polyamide exhibits superior mechanical strength characterized by high tensile strength and excellent impact resistance, making it ideal for electrical components subjected to mechanical stress. Polyphenylene oxide offers good dimensional stability and moderate mechanical strength but generally falls short in impact resistance compared to polyamide. Choosing polyamide ensures enhanced durability and performance in demanding electrical applications where mechanical robustness is critical.
Electrical Insulation Performance
Polyamide exhibits excellent electrical insulation performance with a high dielectric strength typically around 20-30 kV/mm, making it suitable for various electrical components requiring robust insulation. Polyphenylene oxide (PPO) offers superior electrical insulation properties, including lower dielectric constant and loss, which enhances signal integrity and reduces energy dissipation in high-frequency applications. Both materials provide reliable insulation, but PPO's enhanced thermal stability and consistent dielectric behavior under stress give it an edge in advanced electrical and electronic components.
Thermal Stability and Heat Resistance
Polyphenylene oxide (PPO) offers superior thermal stability and heat resistance compared to polyamide, making it more suitable for electrical components exposed to high temperatures. PPO maintains mechanical integrity and electrical insulation properties at temperatures exceeding 150degC, whereas polyamide typically withstands up to 120degC before degradation. This enhanced performance of PPO ensures longer lifespan and reliability in demanding thermal environments.
Moisture Absorption and Dimensional Stability
Polyphenylene oxide (PPO) exhibits significantly lower moisture absorption compared to polyamide, making PPO more reliable for electrical components exposed to humid environments. Reduced moisture uptake in PPO ensures superior dimensional stability, preventing warping and maintaining precise tolerances critical for electrical insulation and component fit. Polyamide's higher water absorption can lead to swelling and mechanical property degradation, which may compromise the performance and lifespan of sensitive electrical parts.
Processability and Manufacturing Considerations
Polyamide (PA) offers excellent processability with high melt flow rates and versatile molding options, making it suitable for complex electrical components requiring intricate designs. Polyphenylene oxide (PPO) provides superior thermal stability and dimensional accuracy but often requires specialized processing conditions like higher extrusion temperatures and controlled moisture levels. Manufacturing considerations favor PA for cost-effective mass production, while PPO is preferred in applications demanding higher electrical insulation and heat resistance despite its more challenging processing parameters.
Cost Analysis and Market Availability
Polyamide offers a cost-effective solution for electrical components, with market prices typically 20-30% lower than polyphenylene oxide, making it attractive for budget-sensitive projects. Polyphenylene oxide presents higher mechanical strength and thermal stability but commands a premium price due to more complex synthesis and lower production volumes. Market availability is broader for polyamide, supported by extensive supply chains and numerous manufacturers, whereas polyphenylene oxide is less prevalent, limiting its accessibility and increasing lead times.
Typical Applications in Electrical Components
Polyamide (PA) is widely used in electrical components such as connectors, switches, and insulation housings due to its excellent mechanical strength, thermal stability, and good electrical insulation properties. Polyphenylene oxide (PPO) excels in applications that require superior dimensional stability, moisture resistance, and high dielectric strength, making it ideal for components like circuit breakers, relay housings, and motor parts. Both materials provide reliable electrical insulation, but PA is preferred for flexibility and impact resistance, while PPO is chosen for high-performance environments demanding better heat and moisture resistance.
Summary and Material Selection Guidelines
Polyamide offers excellent mechanical strength, thermal stability up to 260degC, and good electrical insulation, making it suitable for complex electrical components exposed to moderate heat and mechanical stress. Polyphenylene oxide (PPO) provides superior dimensional stability, low moisture absorption, and high dielectric constant, ideal for precision parts requiring consistent electrical performance in humid environments. Select polyamide for applications demanding toughness and thermal endurance; choose PPO when moisture resistance and stable dielectric properties are critical for electrical reliability.
Infographic: Polyamide vs Polyphenylene oxide for Electrical component